عناصر بازرسی غیرمخرب شامل تجهیزات و دستگاههای مورد استفاده برای انجام آزمونهای NDT است. این عناصر شامل دستگاههای فلوئورسانسی، رادیوگرافی، اولتراسونیک، مغناطیسی، و سایر تجهیزات آزمون غیرمخرب است که مورد استفاده قرار میگیرند تا عیوب و نقاط ضعف در جوش را بدون تخریب و به صورت غیرمخرب تشخیص دهند. در این مطلب با دانلود کامل ترین پاورپوینت آزمون های غیر مخرب تخصصی ppt در خدمت شما خواهیم بود.
ترکها یا cracks به نقاط شکستگی یا ترکهایی در ساختار جوش اطلاق میشود که میتواند در نتیجه تنشهای مکانیکی، حرارتی، یا تغییرات شیمیایی ایجاد شوند.
این عیوب معمولاً به عنوان یک از عیوب خطرناک در جوش شناخته میشوند زیرا میتوانند به طور ناگهانی و غیرقابل پیشبینی گسترش یابند و باعث شکستگی ناگهانی قطعه شود. بعضی از عیوب از طریق آزمون های غیر مخرب قابل شناسایی هستند.
ترکها میتوانند به صورت عمود بر سطح جوش یا در طول آن باشند و ممکن است در سطوح دیدهنشده یا در عمق جوش پنهان شوند. اندازه، شکل، و محل ترکها بستگی به شرایط جوشکاری، مواد استفاده شده، و عوامل دیگر دارد.
پارگی لایهای یا lamellar tearing یک نوع عیب ساختاری در فلزات است که معمولاً در فولادهای با تنشهای محلی یا استحکام کششی متفاوت در جوشهای زاویهای به وجود میآید.
این نوع پارگی به شکل لایههایی در سطح فلز شبیه به لایههای چوب یا شکافهای افقی در دندانهای چوبی شکل میگیرد. علت اصلی پارگی لایهای، تنشهای محلی و تراکم بالای آنها است که ممکن است در نتیجه اعمال فشارهای خارجی مانند تنشهای حرارتی یا مکانیکی به وجود آید. این عیب میتواند در اثر اشکالات در فرایند جوش، انتخاب متریال نامناسب، یا تنشهای غیرمنظم در ساختار فلزات رخ دهد.
سرفصل های موجود در پاورپوینت آزمون های غیر مخرب :
- تفاوتهای DT و NDT
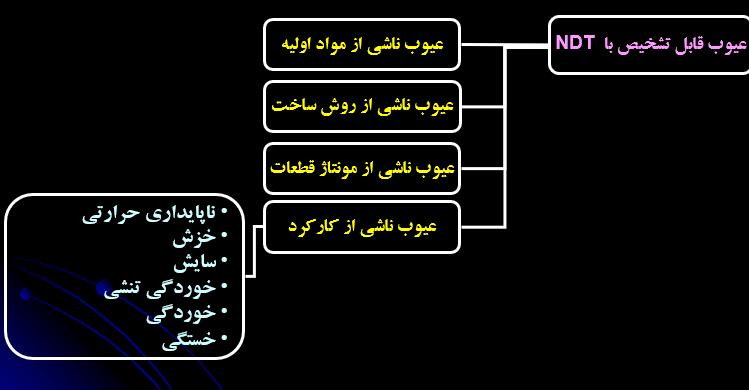
- طبقه بندی عیوب موجود در جوش
- المان های بازرسی غیر مخرب
- ترکها (Cracks)
- پارگی لایه ای (Lamellar Tearing)
- تخلخل (Porosity)
- سوختگی لبه جوش (Undercut)
- همپوشانی (Over lap)
- بازرسی چشمی
- انواع گیج های جوشكاری
- بازرسی قبل از جوشکاری
- بازرسی با مایعات نافذ
- بازرسی با ذرات مغناطیسی
- بازرسی به روش اولتراسونیک
- روش انعكاس امواج
دانلود پاورپوینت آزمون های غیر مخرب
- نوع فایل : پاورپوینت – 214 اسلاید
- قیمت : 119/500 تومان
تخلخل یا porosity به حفرهها و شکافهای کوچک در جوش یا مواد جوشپذیر اطلاق میشود که بهطور عمده از گازهای جوی مانند هیدروژن یا اکسیژن در مواد یا سایر ذرات در داخل جوش ایجاد میشود.
این عیب میتواند منجر به کاهش مقاومت مکانیکی، افزایش حساسیت به ترکها، و کاهش عمر مفید قطعه شود. اصولاً تخلخلها در نتیجه فرایندهای جوشکاری نادرست یا عدم کنترل صحیح پارامترهای جوشگیری مانند فشار گاز محافظ و دماهای پیشگرمی ایجاد میشود.
سوختگی لبه جوش به کاهش جرم فلزی در لبههای جوش اطلاق میشود که ممکن است منجر به کاهش مقاومت مکانیکی و استحکام جوش شود.
این عیب معمولاً بهصورت یک خنک شکاف در لبه جوش شکل میگیرد که ممکن است ناشی از جریان جوشکاری نامناسب، فرایند اضافی ایجاد شده توسط جریان الکتریکی، یا تنشهای موجود در ساختار جوش باشد. کنترل درست پارامترهای جوشکاری و استفاده از تکنیکهای مناسب میتواند از ایجاد سوختگی لبه جوش جلوگیری کند.
همپوشانی یا overlap در جوش به تداخل ناپذیر دو لایه جوش اشاره دارد. این عیب معمولاً در فرآیندهای جوش پرکاربردی مانند جوش تیگ، میگ، یا پرس و جوش اتفاق میافتد و میتواند به دلیل فشار غیرمناسب بر روی جوش یا عدم کنترل صحیح فرایند جوشکاری ایجاد شود. همپوشانی میتواند منجر به کاهش مقاومت مکانیکی و استحکام جوش شود و در برخی موارد ممکن است نیاز به جایگزینی جوش داشته باشد.
بازرسی چشمی یک روش ساده و موثر برای بررسی و تشخیص عیوب و ناهنجاریهای جوش است که توسط چشم بدون استفاده از تجهیزات خاص انجام میشود. در این روش، بازرسیکننده به وسیله بینایی خود عیوب موجود در جوش را تشخیص میدهد، از جمله سوختگی، ترک، سطح ناهموار، همپوشانی ناصحیح و سایر ناهنجاریها.
این روش بهصورت معمول در مراحل اولیه بررسی جوش و همچنین برای ارزیابی سطح آمادهسازی قبل از جوشکاری مورد استفاده قرار میگیرد و میتواند بهعنوان یک روش اولیه و ارزان برای تشخیص عیوب در جوش مورد استفاده قرار گیرد.
گیجهای جوشکاری ابزارهای مهمی هستند که برای اندازهگیری و بررسی ویژگیهای جوش مورد استفاده قرار میگیرند. این گیجها میتوانند شامل گیجهای ضخامت، گیجهای فاصله، گیجهای زاویه، و گیجهای تعیین موقعیت باشند.
بهعنوان مثال، گیج ضخامت برای اندازهگیری ضخامت لایه جوش و قطعات استفاده میشود، در حالیکه گیج فاصله برای اندازهگیری فاصله بین لبههای جوش و گیج زاویه برای تعیین زاویه جوش استفاده میشود. انتخاب گیج مناسب بسیار مهم است و بهدرستی استفاده از آنها میتواند به بهبود کیفیت جوش و اطمینان از ایمنی ساختار جوش کمک کند.
بازرسی قبل از جوشکاری یکی از مراحل مهم در فرآیند جوشکاری است که هدف آن تشخیص و از بین بردن عیوب موجود در سطح و لبههای قطعات است.
این بازرسی معمولاً شامل بررسی دقیق سطح قطعات، تمیزی و آمادهسازی آنها برای جوشکاری، بررسی لبههای جوش، اندازهگیری ضخامت قطعات، و اعمال فرآیندهای پیشگرمی احتمالی است. بازرسی دقیق قبل از جوشکاری به جلوگیری از ایجاد عیوب در جوش و افزایش کیفیت و دوام جوش کمک میکند.
بازرسی با مایعات نافذ یکی از روشهای غیرمخرب برای تشخیص و تصحیح عیوب در جوش است. در این روش، یک مایع نافذ مانند رنگدانه یا پنترانت به سطح جوش اعمال میشود. سپس مایع اضافی از سطح پاک میشود و یک تثبیتکننده بر روی سطح قرار داده میشود تا مایع نافذ فقط در مناطق دیگر ناپدید شود.
با استفاده از فتونهای UV یا نور مرئی، عیوب موجود در جوش مانند ترکها، سوختگیها، یا همپوشانیها قابل رؤیت میشوند. این روش بهعنوان یک روش سریع و ارزان برای تشخیص عیوب در جوش مورد استفاده قرار میگیرد، اما برای جوشهای حساس یا نازک ممکن است مناسب نباشد.
بازرسی با ذرات مغناطیسی یک روش غیرمخرب است که برای تشخیص عیوب فلزی در جوشها استفاده میشود. در این روش، یک میدان مغناطیسی قوی از طریق قطعه جوش اعمال میشود که هر گونه ناهنجاری یا شکستگی در فلز جوش، از جمله ترکها یا سوختگیها، باعث ایجاد تغییرات در خطوط میدان مغناطیسی میشود.
سپس ذرات مغناطیسی که بر روی سطح قرار داده شدهاند، به نوعی این تغییرات را تشخیص میدهند و مکان و اندازه عیوب را مشخص میکنند. این روش بهعنوان یک روش قابل اعتماد و حساس برای تشخیص عیوب در جوشهای فلزی شناخته میشود و میتواند در تقریباً تمامی نوعهای جوش مورد استفاده قرار گیرد.
بازرسی به روش اولتراسونیک یکی از روشهای پیشرفته و مؤثر برای تشخیص عیوب در جوشها و مواد فلزی است. در این روش، امواج فراصوت از طریق قطعه جوش ارسال میشوند و هرگونه تغییر در مسیر امواج بهدلیل وجود عیوب یا ناهنجاریها ایجاد میشود.
سپس امواج بازتابی شده بهوسیله یک سنسور آنالیز میشوند و مشخص میشود که آیا جوش درست است یا خیر، و همچنین اندازه و موقعیت دقیق عیوب مشخص میشود. این روش بسیار حساس و دقیق است و میتواند عیوب ریز و جزئی را تشخیص دهد، اما نیاز به تجهیزات پیشرفته و کارشناسان آموزش دیده دارد.
DT یا “Destructive Testing” به آزمونهایی اشاره دارد که نیاز به تخریب یا خرابی جزئی از نمونه دارند تا خصوصیات فیزیکی و مکانیکی آن بررسی شود. این معمولاً شامل آزمونهای کششی، فشاری، ضربهای و سایر آزمونهایی است که منجر به خرابی نمونه میشوند.
به عبارت دیگر، در DT، نمونه آزمونی تخریب میشود تا برای بررسی هرچه دقیقتر خصوصیات جوش از جمله مقاومت، مقدار انحراف، و غیره استفاده شود. در حالی که NDT یا “Non-Destructive Testing”، به آزمونهایی اشاره دارد که بدون تخریب یا خرابی نمونه انجام میشوند. این دسته با نام آزمون های غیر مخرب نیز شناخته می شود.
این شامل آزمونهایی مانند رادیوگرافی، اولتراسونیک، مغناطیسی، و تجزیهوتحلیل موجی است که برای بررسی عیوب و نقاط ضعف در جوش استفاده میشوند بدون این که نیاز به خرابی یا تغییر در نمونه باشد.
عیوب موجود در جوش به دستهبندیهای مختلفی تقسیم میشوند که شامل عیوب سطحی، عیوب داخلی، و عیوب متفرقه است. عیوب سطحی شامل خطوط، پارگیها، همپوشانیها، و سوختگیهای سطحی است.
عیوب داخلی شامل ترکها، تخلخل، سوختگی، و پارگیهای داخلی است. عیوب متفرقه شامل عیوبی است که به دلیل عواملی مانند عدم تطابق متریال، تنشهای موجود، و یا خلل در روش جوشکاری ایجاد میشود.
در صورت هرگونه مشکل با شماره 09307490566 تماس بگیرید